Eserlekuaren aparra, orokorrean, poliuretanozko aparrari egiten zaio erreferentzia, hau da, bi osagaiko materialez gehi dagozkion gehigarriz eta beste material txiki batzuez egina dagoena, moldeen bidez aparra egiten dutenak.Ekoizpen-prozesu osoa hiru prozesutan banatzen da: prestaketa-fasea, produkzio-fasea eta postprozesatzeko fasea.
1. Prestaketa fasea - sarrerako ikuskapena + nahasketa
①Sarrerako materialaren ikuskapena:
Batez ere, egiaztatu polieterren ur edukiak eta biskositateak baldintzak betetzen dituzten ala ez.Elementu hau bereziki garrantzitsua da neguan iparraldean.
Doako aparra probako ekoizpena sartzen den materialetarako ere egiten da, batez ere produkzio-egoeraren baldintzak betetzen dituzten egiaztatzeko pisatzen.
②Nahasketa:
Nahasketa ezarritako formularen arabera egiten da, eta nahaste automatikoko ekipamenduak erabiltzen dira gaur egun.FAW-Volkswagen-en eserlekuaren apar-sistema bi motatan banatzen da: material konposatua eta auto-nahasketa materiala.
Konbinazio materiala:) A+B bi disoluzio misto nahasten dira zuzenean
Auto-lote: nahastu POLY, hau da, oinarrizko polieter + POP + gehigarriak, eta gero POLY eta ISO nahastu

2. Ekoizpen etapa – begizta ekoizpena
Oro har, begizta ekoizpena hartzen da, batez ere hainbat prozesuren bidez, hala nola isurketa, konformazioa, desmoldeaketa eta moldeen garbiketa, honela:
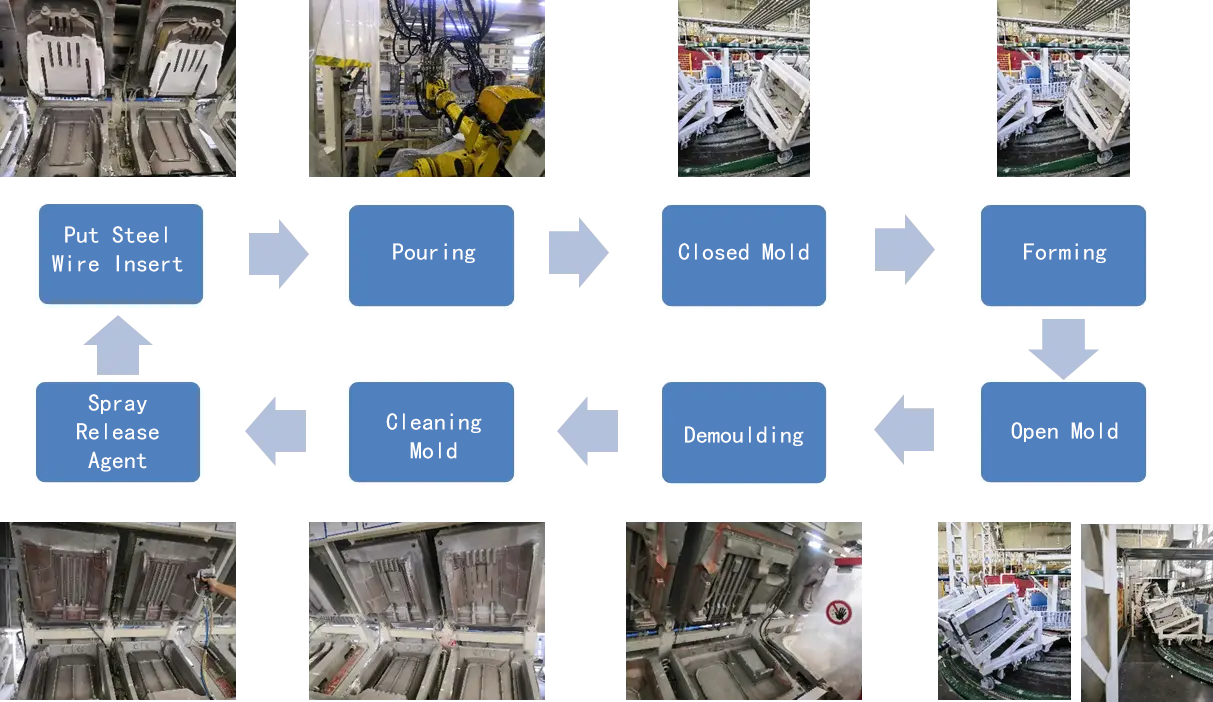
Horien artean, isurtzea da gakoa, batez ere isurketa-manipulatzaileak osatzen duena.Eserlekuaren apararen posizio ezberdinen arabera isurtzeko prozedura desberdinak erabiltzen dira, hau da, eskualde ezberdinetako aparak isurtzen dira eta prozesuaren parametroak desberdinak dira (presioa, tenperatura, formula, apar-dentsitatea, isurketa ibilbidea, erantzun indizea).
3. Prozesatzeko osteko fasea: zulaketa, moztea, kodetzea, konpontzea, isilarazteko argizaria, zahartzea eta beste prozesu batzuk barne.
①Zuloa - Irekitzearen helburua produktuaren deformazioa saihestea eta elastikotasuna areagotzea da.Hutsean adsortzio mota eta arrabol motatan banatuta.
Aparra moldetik atera ondoren, beharrezkoa da zelulak ahalik eta azkarren irekitzea.Zenbat eta denbora laburragoa izan, orduan eta hobeto, eta denbora luzeena ez da 50 segundotik gorakoa izan behar.
②Ertzak mozteko-aparra Moldearen ihes-prozesuaren ondorioz, apar-distira batzuk sortuko dira apararen ertzean, eta horrek itxurari eragingo dio eserlekua estaltzean eta eskuz kendu behar dira.
③Kodeketa - ekoizpen-data eta apar-sorta trazatzeko erabiltzen da.
④Konponketa - Aparrak kalitate-akats arinak sortuko ditu produkzio-prozesuan edo desmoldatze-prozesuan.Orokorrean, kola erabiltzen da akatsak konpontzeko.Dena den, FAW-Volkswagen-ek zehazten du A azalera ezin dela konpontzea, eta kalitate-arau bereziak daude konponketa-eragiketak mugatzeko..
⑤Spray soinua xurgatzeko argizaria - funtzioa aparren eta eserlekuaren markoaren arteko marruskadura saihestea da, zarata sortzeko
⑥Zahartzea - Aparra moldetik moldatu ondoren, aparra-materiala, oro har, ez da guztiz erreakzionatzen, eta mikro-erreakzioak behar dira.Orokorrean, aparra katenaria batekin airean esekitzen da 6-12 orduz ontzeko.

Irekitze

Mozketa

heltze osteko
Hain prozesu korapilatsu horren ondorioz Volkswagen-en eserleku-aparrak erosotasun bikaina eta ingurumena babesten ditu usain baxuarekin eta emisio baxuarekin.
Argitalpenaren ordua: 2023-02-15